Improving Build Parameters Means Improving MTI’s 3D Metal Printing Service
CubeSat Engine Successfully Printed | Aerospace Additive Manufacturing
June 24, 2016
Post-Processing | A Unique Service Among 3D Metal Printing Companies
July 21, 2016MTI’s Improved Build Parameters Means A Higher Standard For 3D Metal Printing.
In the world of 3D metal printing services, having precise and accurate build parameters is one of the most important features of the job. Build parameters refer to specific settings that can be adjusted on the hardware when completing a 3D metal printing job, such as the settings for the sintering laser (speed, power, etc.) or the build/part layout. MTI continues to lead additive manufacturing companies with dependable innovation.
Creating fully optimized build parameters is an extremely vital aspect of achieving a successful 3D printed part. Without correct parameters, 3D printers tend to crash – costing engineers time, effort, and energy. Here at MTI, we have taken the time to carefully dial-in machine settings and build custom parameters, allowing us to produce 3D metal printed parts with improved quality and consistency between builds.
The chart below demonstrates the traditional method our engineers used to measure the density of the printed parts. Each column represents a sample that was constructed using a different set of build parameters. Using Archimedes principal, our engineers compared the mass of a sample in air and water. You can see that some of the samples were produced with a good level of solidarity, and some were not. This methodology was instrumental in development of MTI’s custom parameter set.

(Click here to open a larger chart in your browser)
How MTI’s 3D Metal Printing Service Engineers Optimize Build Parameters
To achieve these improved build parameters, our engineers worked hard to test out different settings. The goal was to reach the point where the parts coming out of our 3D printers were 99.6% or better solid metal. This procedure started with processing parameters from the equipment manufacturer, and various build samples. After the parts were printed, their density was examined using an X-ray machine. By using the X-ray machine, we were able to examine the permeability of the material, and thus see the work that needed to be done in order to reach 99.6%. When the first sample came out of the X-ray machine, we discovered that it was only 95% solid. Back to work!
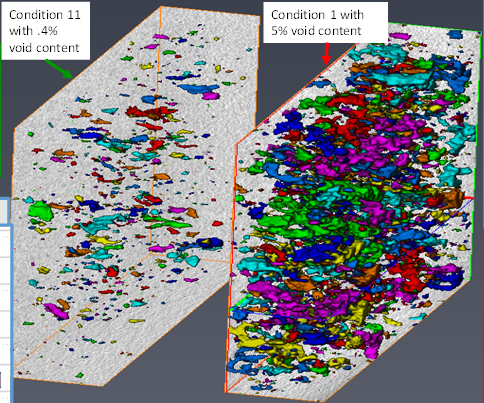
Our team of engineers continued to refine the parameters through several follow-up trial prints. With the completion of each one, small adjustments were made to tune the 3D printer to perform at maximum performance. In the end, when the final sample was submitted for X-ray, MTI was able to achieve .04% porosity; thus reaching the goal of 3D printing a part that was 99.6% solid.
Below you’ll find an image that illustrates the X-ray results comparing the two samples. The sample on the right shows the sample that was only 95% solid. The sample on the left shows the sample that achieved 99.6% solidarity. Each color blob represents a void, or weak spot, in the part.
With these improved parameters, MTI has advanced the capabilities of their 3D metal printing service even further. There are few metal printing companies that possess the ability to tune their equipment to assure they are able to provide the highest quality 3D metal printed parts. What a huge accomplishment for the engineering team at MTI!
Leading Additive Manufacturing Companies With Dependable Innovation
About Metal Technology (MTI)
With more than forty years of experience applying innovative, proprietary technologies, MTI uses specialized press forming, forging, machining, EDM, and additive manufacturing methods to deliver superior products according exacting specifications.
Contact us for more information about our 3D metal printing service.
